現代のSMT製造において、キャリアテープは単なる包装媒体ではありません。部品包装と自動実装装置の間の重要なインターフェースとして機能します。適切に設計されたキャリアテープは、輸送中の部品を保護し、安定したフィーダ性能を確保し、機械のダウンタイムを削減し、全体的な生産効率を向上させます。
電子部品がますます小型化、軽量化、複雑化するにつれて、キャリアテープ設計の重要性は大幅に高まっています。IC、LED、センサー、コネクタ、MEMSデバイス、パッシブ部品のいずれを包装する場合でも、適切なキャリアテープ設計は歩留まりと実装信頼性に直接影響します。
この包括的なキャリアテープ設計ガイドでは、最新の電子製造向けキャリアテープソリューションの設計に関わる主要な原則、規格、材料、エンジニアリング上の考慮事項を説明します。
キャリアテープ設計とは何か?
キャリアテープ設計とは、保管、輸送、および自動化されたピックアンドプレース工程中に電子部品を確実に保持するポケットをキャリアテープ内に設計するプロセスを指します。
設計プロセスには以下が含まれます:
- ポケット寸法の決定
- 適切な材料の選定
- 部品の向きの定義
- テープ幅とピッチの設定
- カバーテープの互換性の確保
- 必要な場合のESD保護の提供
- フィーダ性能の検証
最終的な目標は、SMT装置が部品を効率的かつ正確にピックできるようにしながら、サプライチェーン全体で全ての部品が適切な位置に保たれることを確実にすることです。
包装工程に初めて取り組む場合、設計の考慮事項に入る前に、 キャリアテープ の基本を理解することは優れた出発点です。
キャリアテープ設計が重要な理由
多くのメーカーは、フィーダ問題が生産に影響を及ぼし始めるまでキャリアテープ設計の影響を過小評価しています。
設計が不十分なテープは以下を引き起こす可能性があります:
- 部品の回転
- 部品の反転
- ポケットの詰まり
- ピックミス
- 実装エラー
- 機械の停止時間の増加
- 製品の損傷
小さな寸法誤差でも、大量SMT生産中に数千の実装不良を引き起こす可能性があります。
対照的に、適切に設計されたキャリアテープは以下を保証します:
- 信頼性の高い部品保持
- 自動機器を通したスムーズなフィーディング
- 一貫したピックアップ位置
- 低い不良率
- 高い生産効率
キャリアテープ設計を改善するコストは、包装問題による生産ダウンタイムのコストよりもはるかに低いことがよくあります。
キャリアテープ設計に影響を与える業界規格
キャリアテープの設計は一般に、電子部品のテーピング&リール包装要件を定義するEIA-481規格に従って開発されます。
主な仕様には以下が含まれます:
- テープ幅
- ポケットピッチ
- スプロケット穴寸法
- ポケット位置
- 部品の向き
- カバーテープの位置合わせ
EIA-481規格に従うことで、世界中の主要装置メーカーが使用するSMTフィーダとの互換性が保証されます。
自動車、航空宇宙、医療、半導体用途では、追加の規格が適用される場合もあります。業界規格に従って設計することで、互換性リスクを最小限に抑え、サプライチェーンの信頼性を向上させます。
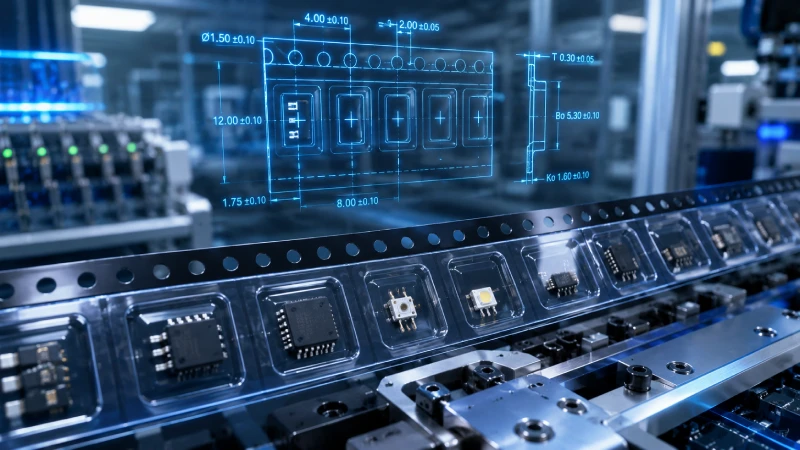
キャリアテープ設計における主要寸法の理解
成功するキャリアテーププロジェクトはすべて、正確な部品測定から始まります。
部品の長さ、幅、高さ
エンジニアは以下を評価する必要があります:
- 部品全体の長さ
- 部品全体の幅
- 部品の最大高さ
- 許容差範囲
- リードまたは端子の位置
正確な寸法データはポケット設計の基礎を形成します。
部品が単純に見えても、製造公差はポケット性能に大きく影響する可能性があります。
ポケットの長さと幅
ポケット寸法は、容易なローディングを可能にするのに十分大きいが、過度な動きを防ぐのに十分小さい必要があります。
ポケットが大きすぎる場合:
- 部品が回転する可能性があります
- フィーディングの安定性が低下します
- ピックアンドプレースの精度が損なわれます
ポケットが小さすぎる場合:
- 部品が損傷する可能性があります
- ローディングが困難になります
- フィーディング抵抗が増加します
理想的な設計は、保持性とアクセス性のバランスを取ります。
ポケット深さ
ポケット深さは慎重に制御する必要があります。
浅いポケットは部品を動きや損傷にさらす可能性があり、過度に深いポケットは真空ノズルが部品に効率的にアクセスするのを妨げる可能性があります。
深さの計算では、以下を考慮することがよくあります:
- 部品の厚さ
- カバーテープのクリアランス
- ノズルの到達能力
- 部品の脆弱性
部品の向き
部品の向きは最も重要な設計上の決定の1つです。
ピックアンドプレース機は一貫した向きに依存して正確な実装を保証します。
向きに影響を与える要因には以下が含まれます:
- 極性マーク
- ピン1の位置
- 部品形状
- フィーダ方向要件
キャリアテープの寸法が完璧でも、方向が間違っていると実装不良が発生する可能性があります。
適切なキャリアテープ材料の選定
材料の選定は性能、耐久性、コストに直接影響します。
電子部品の種類によって、感度やアプリケーション要件に応じて異なるキャリアテープ材料が必要です。
ポリスチレン(PS)
PSは最も一般的に使用されるキャリアテープ材料の一つです。
利点は以下の通りです:
- コスト効率の良さ
- 容易な熱成形
- 良好な寸法安定性
- 高い生産効率
PSキャリアテープは一般的に以下の用途に使用されます:
- 抵抗器
- コンデンサ
- 小型ICパッケージ
- 一般的なSMT部品
PET(ポリエチレンテレフタレート)
PETは向上した耐久性と耐環境性を提供します。
利点は以下の通りです:
- より高い強度
- より優れた耐熱性
- 改善された耐摩耗性
- 優れた寸法安定性
PETは厳しい産業用途や自動車用途によく選ばれます。
ポリカーボネート(PC)
PCは優れた機械的特性と透明性を提供します。
利点は以下の通りです:
- 優れた耐衝撃性
- 高い寸法精度
- 強力な保持能力
- 優れた光学的透明性
PCキャリアテープは高価値の半導体部品によく使用されます。
帯電防止設計の重要性
静電放電(ESD)は現代の電子部品にとって最も深刻なリスクの一つです。
以下のような感応デバイス:
- IC
- MOSFET
- センサ
- マイクロプロセッサ
- MEMSデバイス
は静電気により恒久的な損傷を受ける可能性があります。
これらの用途では、メーカーは輸送や実装中に静電荷を消散させ、ESDリスクを低減する帯電防止キャリアテープソリューションを頻繁に使用します。
帯電防止キャリアテープは通常、材料構造に導電性または帯電防止添加剤を組み込み、業界のESD要件に準拠します。
エンボスキャリアテープの設計原則
現代のキャリアテープのほとんどはエンボスキャリアテーププロセスで製造されています。
パンチングキャリアテープとは異なり、エンボスキャリアテープはより高度なポケット形状と厳しい寸法制御を可能にします。
エンボスキャリアテープが市場を支配する理由
利点は以下の通りです:
- より優れた部品保持
- より正確なポケット寸法
- 複雑な形状に対する低い工具コスト
- 改善されたフィーダ互換性
- 高い生産柔軟性
これらの利点により、エンボスキャリアテープはほとんどのSMT実装用途で好まれるソリューションです。
ポケット形状の最適化
現代のポケット設計には以下の要素が組み込まれる場合があります:
- 丸みを帯びた角
- 面取りされたエッジ
- 真空吸着ウィンドウ
- 回転防止機能
- リード保護構造
これらの設計機能は輸送の安全性とピックアンドプレース性能の両方を向上させます。
一般的なキャリアテープ設計の課題
経験豊富なメーカーでも設計上の課題に直面します。
部品の回転
最も一般的な問題の一つはポケット内での部品の回転です。
原因は以下の通りです:
- 過剰なポケットクリアランス
- 不適切なポケット形状
- 不十分な保持機能
解決策としては、ポケット寸法の再設計や方向制御の追加が含まれます。
供給不良
供給不良は以下の原因で発生する可能性があります:
- 不正確なテープピッチ
- ポケットの一貫性の欠如
- 材料の変形
- 不正確なスプロケット穴の位置
生産開始前に供給不良を特定し排除するためには、包括的な試験が不可欠です。
カバーテープ剥離の問題
剥離力は許容範囲内に保つ必要があります。
過度の剥離力は部品を損傷する可能性があり、不十分な剥離力は輸送中にカバーテープが浮く原因となることがあります。
適切な材料選定とシールパラメータが重要です。
静電気問題
ESD問題は低湿度環境で頻繁に発生します。
導電性または帯電防止材料を使用することで、静電損傷の可能性を大幅に低減できます。
カスタムキャリアテープ設計プロセス
多くの電子部品は標準的なテープ設計では対応できない専用の包装を必要とします。
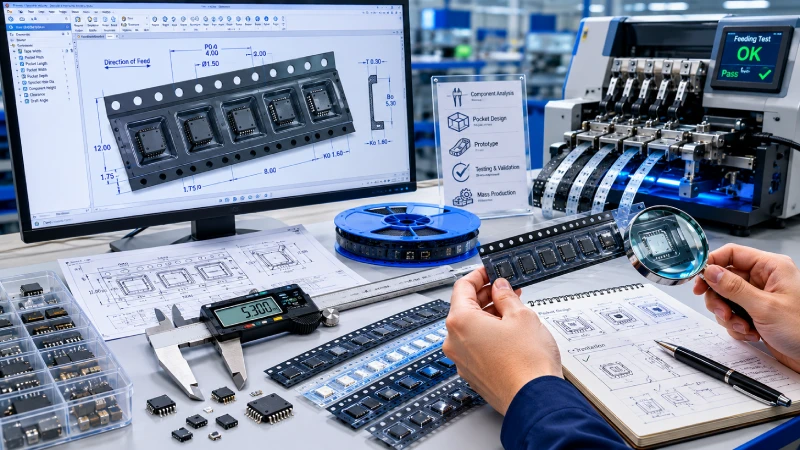
このような状況では、メーカーは特定の部品形状に合わせたカスタムキャリアテープソリューションを開発します。
ステップ1:部品分析
プロセスは以下から始まります:
- 部品サンプル
- 技術図面
- 3D CADモデル
- 公差仕様
エンジニアは包装ソリューションを開発する前に部品の物理的特性を分析します。
ステップ2:ポケットエンジニアリング
設計者は以下に基づいてポケット形状を作成します:
- 保持要件
- 供給性能
- 部品の向き
- 材料特性
この段階では通常、高度なCADソフトウェアが使用されます。
ステップ3:プロトタイプ製造
検証試験用にプロトタイプテープが製造されます。
これらのプロトタイプにより、エンジニアは生産用工具に着手する前に実際の性能を評価できます。
ステップ4:機能試験
試験には以下が含まれる場合があります:
- 振動試験
- 輸送シミュレーション
- 剥離力試験
- フィーダトライアル
- ドロップテスト
この段階では、実際の動作条件下で設計が確実に性能を発揮することを確認します。
ステップ5:生産用金型
検証が完了した後、生産用金型が製造され、量産が開始されます。
その結果、部品保護と自動実装の両方に最適化されたキャリアテープソリューションが得られます。
キャリアテープ設計のベストプラクティス
成功するキャリアテーププロジェクトは、いくつかの重要な原則に従うことが多いです。
部品の動きを最小限に抑える
過度な余裕スペースを作らずに、十分なクリアランスを確保します。
SMT装置を早期に考慮する
設計上の決定は、フィーダーやピックアンドプレースの要件を最初から考慮に入れるべきです。
ESD保護を優先する
センシティブなデバイスを包装する際は、帯電防止材料をオプションではなく必須と考えるべきです。
テストによる検証
シミュレーションだけでは不十分です。
物理テストは性能確認に不可欠です。
経験豊富なサプライヤーと提携する
経験豊富なキャリアテープメーカーは、金型投資の前に潜在的な問題を特定でき、開発コストを削減し、プロジェクトスケジュールを短縮します。
キャリアテープ設計の将来動向
エレクトロニクス業界の進化に伴い、キャリアテープ技術も進歩を続けています。
キャリアテープ設計の将来を形作るいくつかのトレンドがあります:
- 超小型部品のパッケージング
- より高速なSMT生産速度
- 改善されたESD保護技術
- 持続可能なリサイクル可能材料
- AI支援によるパッケージング最適化
- スマート製造統合
これらの発展には、次世代エレクトロニクス製造の要求に応える、ますます高度なキャリアテープソリューションが必要になります。
結論
キャリアテープ設計は、SMT生産効率、部品保護、および実装信頼性に直接影響する重要なエンジニアリングプロセスです。
成功する設計には、部品寸法、ポケット形状、材料選定、ESD保護、フィーダー互換性、および業界標準の慎重な検討が必要です。
標準的なパッシブ部品であれ、高度に特殊化された半導体デバイスであれ、最適化されたキャリアテープ設計に投資することで、製造パフォーマンスを大幅に向上させ、運用リスクを低減できます。
電子製品がますます小型化・複雑化するにつれ、インテリジェントなキャリアテープ設計の重要性はさらに高まるでしょう。