Современное производство электроники relies on высокоэффективных упаковочных систем для защиты компонентов и поддержки автоматизированной сборки. Одно из наиболее важных упаковочных решений в SMT-индустрии — carrier tape. От крошечных резисторов и конденсаторов до передовых интегральных схем — carrier tape обеспечивает организацию, защиту и совместимость с высокоскоростным оборудованием pick-and-place.
Для менеджеров по закупкам, инженеров по упаковке и производителей электроники понимание процесса производства carrier tape помогает улучшить качество продукции, сократить дефекты сборки и оптимизировать затраты на упаковку. Это руководство объясняет, как изготавливается carrier tape, используемые материалы, требования к контролю качества и как выбрать подходящего поставщика для вашего применения.
Что такое Carrier Tape и почему качество производства важно
Carrier tape — это специализированный упаковочный материал для транспортировки и подачи электронных компонентов при автоматизированной SMT-сборке. Он содержит точно сформованные карманы, надежно удерживающие компоненты, позволяя pick-and-place-машинам точно извлекать их в процессе производства.
Высококачественная Carrier Tape играет ключевую роль в защите компонентов от физических повреждений, загрязнения и электростатического разряда, обеспечивая надежную подачу в течение всего производственного процесса.
Для производителей электронных компонентов даже незначительные отклонения в размерах могут привести к застреванию в питателе, смещению компонентов или простою производства. Вот почему точность изготовления является одним из важнейших аспектов производства carrier tape.
Когда carrier tape производится с жесткими допусками, она обеспечивает:
- Стабильное позиционирование компонентов
- Плавную подачу
- Сокращение дефектов сборки
- Повышение эффективности производства
- Меньше отходов упаковки
Сырьевые материалы, используемые в производстве Carrier Tape
Качество carrier tape начинается с выбора материала. Материалы выбираются в зависимости от размера, веса, чувствительности компонента и требований применения.
Полистирол (PS)
PS — наиболее часто используемый материал для carrier tape в электронной промышленности. Он обладает отличными термоформовочными свойствами, размерной стабильностью и экономичностью.
Преимущества включают:
- Простоту обработки
- Низкую себестоимость
- Стабильное формирование карманов
- Пригодность для пассивных компонентов и стандартной упаковки ИС
Полиэтилентерефталат (ПЭТФ, PET)
ПЭТФ обеспечивает более высокую прочность и лучшую устойчивость к внешним воздействиям по сравнению с PS.
Ключевые преимущества:
- Повышенная долговечность
- Лучшая влагостойкость
- Улучшенная возможность вторичной переработки
- Пригодность для сложных условий транспортировки
Поликарбонат (ПК, PC)
PC часто используется, когда требуется превосходная точность размеров и прочность.
Применения включают:
- Прецизионные полупроводники
- Компоненты высокой стоимости
- Автомобильную электронику
Проводящие и антистатические материалы
Многие полупроводниковые компоненты чувствительны к электростатическому разряду (ESD). Чтобы предотвратить повреждения, производители используют проводящие или антистатические составы.
Эти материалы помогают:
- Рассеивать статическое электричество
- Защищать чувствительные компоненты
- Соответствовать стандартам ESD-упаковки
Специализированные материалы
Некоторые применения требуют термостойкости, исключительной прочности или уникальных механических свойств. В таких случаях могут быть выбраны индивидуальные составы материалов для соответствия отраслевым требованиям.
Проектирование Carrier Tape перед производством
Перед началом производства инженеры должны спроектировать carrier tape, соответствующую размерам и характеристикам упаковываемого компонента.
Анализ компонента
Процесс проектирования начинается с детальной оценки компонента, включая:
- Длину
- Ширину
- Высоту
- Вес
- Конфигурацию выводов
- Чувствительность поверхности
Даже незначительные отклонения могут существенно повлиять на качество упаковки.
Проектирование кармана
Карман должен надежно удерживать компонент, обеспечивая легкое извлечение автоматизированным оборудованием.
Конструктивные соображения включают:
- Глубину кармана
- Ширину кармана
- Радиус угла
- Допуск зазора
- Ориентацию компонента
Правильная конструкция кармана минимизирует перемещение компонента при транспортировке и повышает надежность pick-and-place.
Соответствие отраслевым стандартам
Большинство carrier tape проектируется в соответствии со стандартами EIA-481, которые определяют критические размеры, такие как:
- Ширина ленты
- Шаг кармана
- Расположение перфорации
- Спецификации катушки
Соответствие обеспечивает совместимость с оборудованием SMT-сборки по всему миру.
Пошаговый процесс производства Carrier Tape
Производство carrier tape включает ряд строго контролируемых этапов, направленных на достижение точности размеров и стабильного качества.
Шаг 1: Подготовка материала
Процесс начинается с производства пластикового листа. Сырьевые материалы экструдируются в тонкие листы с тщательно контролируемой толщиной.
Производители контролируют:
- Состав материала
- Равномерность толщины
- Качество поверхности
- Требования к проводимости
Однородность материала необходима для формирования стабильных карманов в процессе формования.
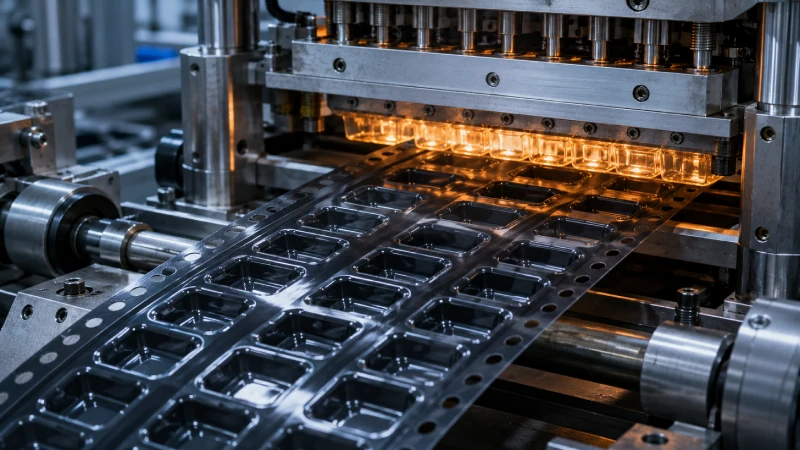
Шаг 2: Термоформование
Термоформование является основным производственным процессом для создания карманов литой носителя.
Пластиковый лист нагревается до гибкого состояния и формуется в карманы с помощью специализированной оснастки. В зависимости от применения производители могут использовать вакуумное формование или формование под давлением.
Многие прецизионные применения используют литую ленту (Embossed Carrier Tape), которая имеет точно сформованные карманы для защиты электронных компонентов и обеспечения стабильного позиционирования при транспортировке и сборке.
Качество процесса формования напрямую влияет на:
- Размеры карманов
- Однородность карманов
- Удержание компонентов
- Эффективность подачи
Шаг 3: Пробивка звездочки отверстий
После формирования карманов в ленте пробиваются отверстия для звездочки.
Эти отверстия позволяют SMT-питателям точно продвигать ленту через сборочное оборудование.
Критические факторы включают:
- Точность шага отверстий
- Постоянство диаметра отверстий
- Точность выравнивания
Даже небольшие отклонения могут повлиять на работу питателей.
Шаг 4: Контроль размеров
Современные производители используют автоматизированные системы контроля для проверки качества продукции на всех этапах производства.
Методы контроля могут включать:
- Системы машинного зрения
- Лазерные измерения
- Цифровые калибры
- Автоматическое обнаружение дефектов
Измерения обычно фокусируются на:
- Размерах карманов
- Ширине ленты
- Расстоянии между отверстиями
- Толщине материала
Шаг 5: Намотка и упаковка
После завершения контроля литая лента наматывается на катушки и подготавливается к отгрузке.
Правильное натяжение при намотке важно для предотвращения:
- Деформации ленты
- Повреждения карманов
- Проблем с подачей
Готовые катушки затем упаковываются для защиты от загрязнений и физических повреждений при транспортировке.
Технологии производства, используемые сегодня
Производство литых лент значительно эволюционировало по мере того, как электронные компоненты становятся меньше и сложнее.
Вакуумное формование
Вакуумное формование остается одним из наиболее широко используемых методов производства.
Преимущества включают:
- Высокую скорость производства
- Экономичную оснастку
- Стабильное качество
Этот процесс подходит для многих стандартных упаковочных применений.
Формование под давлением
Формование под давлением обеспечивает лучшую детализацию и более жесткий контроль размеров.
Преимущества включают:
- Более четкое определение карманов
- Лучшую точность размеров
- Улучшенную однородность
Эта технология часто выбирается для высокоточных компонентов.
Прецизионные системы оснастки
Передовая оснастка играет важную роль в качестве производства.
Современная оснастка позволяет:
- Быстрое прототипирование
- Точную геометрию карманов
- Более длительный срок службы
Хорошо спроектированная оснастка также снижает уровень дефектов и повышает эффективность производства.
Автоматизированные производственные линии
Автоматизация изменила производство литых лент за счет снижения вариабельности и увеличения выпуска.
Автоматизированные системы обеспечивают:
- Стабильное качество
- Более высокую производительность
- Мониторинг в реальном времени
- Снижение трудозатрат
Контроль качества при производстве литых лент
Контроль качества необходим, поскольку дефекты упаковки могут привести к дорогостоящим проблемам при сборке.
Входной контроль материала
Производители проверяют сырье перед началом производства.
Проверки обычно включают:
- Проверку толщины
- Качество поверхности
- Тестирование проводимости
- Однородность материала
Контроль в процессе производства
Во время производства операторы постоянно контролируют критические размеры и параметры процесса.
Это помогает выявить потенциальные проблемы до производства больших объемов материала.
Финальный контроль продукции
Готовые литые ленты проходят всестороннее тестирование перед отгрузкой.
Обычные пункты проверки включают:
- Размеры карманов
- Шаг отверстий
- Ширина ленты
- Визуальные дефекты
- Целостность карманов
Тестирование ESD-характеристик
Для антистатических и проводящих литых лент ESD-характеристики проверяются с помощью специализированных процедур тестирования.
Производители оценивают:
- Поверхностное сопротивление
- Рассеивание заряда
- Электропроводность
Эти тесты обеспечивают соответствие требованиям упаковки полупроводников.
Распространенные производственные проблемы и решения
Несмотря на достижения в технологии, производство литых лент все еще представляет несколько технических проблем.
Отклонения размеров карманов
Отклонения могут быть результатом:
- Неоднородности материала
- Износа оснастки
- Нестабильности процесса
Производители решают эти проблемы с помощью профилактического обслуживания и автоматизированных систем мониторинга.
Проблемы с подачей
Плохая подача может возникать, когда:
- Шаг отверстий отклоняется от спецификации
- Геометрия карманов непостоянна
- Натяжение намотки катушки неправильное
Строгий контроль процесса помогает устранить эти проблемы.
Перемещение компонентов
Если карман слишком велик, компоненты могут смещаться при транспортировке.
Решение заключается в точной инженерии карманов, которая балансирует удержание и доступность.
Риски статического электричества
Статический разряд может повредить чувствительные полупроводники.
Использование проводящих материалов и внедрение процедур ESD-тестирования значительно снижает этот риск.
Изготовление нестандартных carrier tape
Стандартные carrier tape подходят не для всех применений.
Многие отрасли требуют индивидуальных решений для упаковки уникальных компонентов.
Примеры:
- Компоненты неправильной формы
- Датчики
- Медицинская электроника
- Автомобильные модули
- Специализированные разъемы
Процесс изготовления нестандартных решений обычно включает:
- Оценку компонента
- Проектирование кармана
- Производство прототипа
- Функциональное тестирование
- Серийное производство
Нестандартные carrier tape часто обеспечивают лучшую защиту, повышенную надежность подачи и снижение дефектов, связанных с упаковкой.
Как выбрать правильного производителя carrier tape
Выбор правильного поставщика может существенно повлиять на качество производства и надежность цепочки поставок.
Инженерная поддержка
Выбирайте производителей, которые предоставляют:
- Помощь в проектировании
- Разработку CAD
- Услуги по прототипированию
- Прикладную инженерию
Производственные возможности
Оцените:
- Производственное оборудование
- Уровень автоматизации
- Технологию формования
- Системы контроля
Передовые производственные мощности обычно обеспечивают лучшую стабильность и более высокую производительность.
Сертификаты качества
Надежные производители часто имеют сертификаты, такие как:
- ISO 9001
- Соответствие RoHS
- Соответствие REACH
Эти сертификаты демонстрируют приверженность качеству и соблюдению нормативных требований.
Опыт работы в отрасли
Поставщики с опытом в упаковке полупроводников, автомобильной и электронной промышленности обычно лучше подготовлены к работе со сложными приложениями.
Будущие тенденции в производстве carrier tape
Индустрия carrier tape продолжает развиваться вместе с достижениями в производстве электроники.
Более высокие требования к точности
Поскольку электронные компоненты становятся меньше, производители должны обеспечивать более жесткие допуски и большую точность размеров.
Устойчивые материалы
Экологические проблемы стимулируют спрос на:
- Перерабатываемые материалы
- Сокращение пластиковых отходов
- Устойчивые методы производства
Умное производство
Технологии Индустрии 4.0 все чаще внедряются в производство carrier tape.
Новые инновации включают:
- Системы контроля на базе ИИ
- Мониторинг процесса в реальном времени
- Автоматическое обнаружение дефектов
- Предиктивное обслуживание
Эти технологии помогают повысить качество и снизить производственные затраты.
Заключение
Производство carrier tape — это высокоспециализированный процесс, сочетающий материаловедение, точную механику, современную оснастку и строгий контроль качества. От выбора сырья до термоформования, контроля и финальной упаковки — каждый этап влияет на характеристики готового продукта.
Поскольку процессы SMT-сборки становятся всё более быстрыми и точными, спрос на высококачественные carrier tape будет только расти. Понимание того, как проектируются и производятся carrier tape, позволяет покупателям принимать более обоснованные решения о закупках и выбирать упаковочные решения, которые максимизируют защиту компонентов, надежность подачи и общую эффективность производства.