
Introduction
In SMT (Surface Mount Technology) manufacturing, the stability of component feeding is critical to maintaining production efficiency and minimizing defects. While much attention is often placed on carrier tape design and component packaging, the role of the carrier tape reel is frequently underestimated. In reality, the reel is not just a passive container—it directly affects how smoothly components are delivered into pick-and-place machines.
A well-designed reel ensures consistent tension, proper alignment, and stable rotation throughout the feeding process. Conversely, poor reel quality can lead to misfeeds, machine stoppages, and even component damage. This guide explains how carrier tape reels work, their standard sizes and materials, and how to choose the right reel to optimize SMT performance and reduce production risks.
What Is a Carrier Tape Reel and Why It Matters
A carrier tape reel is a circular plastic spool used to wind and store carrier tape loaded with electronic components. It is a core part of the tape-and-reel packaging system, enabling efficient transportation, storage, and automated feeding in SMT assembly lines.
Unlike carrier tape, which holds components in pockets, the reel provides structural support and controls how the tape is dispensed during operation. It consists of several key parts, including the hub (center core), flanges (side walls), and arbor hole (center hole for mounting on feeders).
The importance of the reel lies in its influence on feeding consistency. A properly engineered reel maintains stable winding tension and ensures that the tape unwinds smoothly. This reduces the risk of misalignment and improves pick-and-place accuracy. For high-speed SMT lines, even small variations in reel quality can significantly impact yield and uptime.
How Carrier Tape Reels Work in Tape & Reel Packaging
Carrier tape reels function as part of a complete packaging system that includes carrier tape and cover tape. After components are placed into the carrier tape pockets and sealed with cover tape, the entire strip is wound onto a reel for handling and distribution.
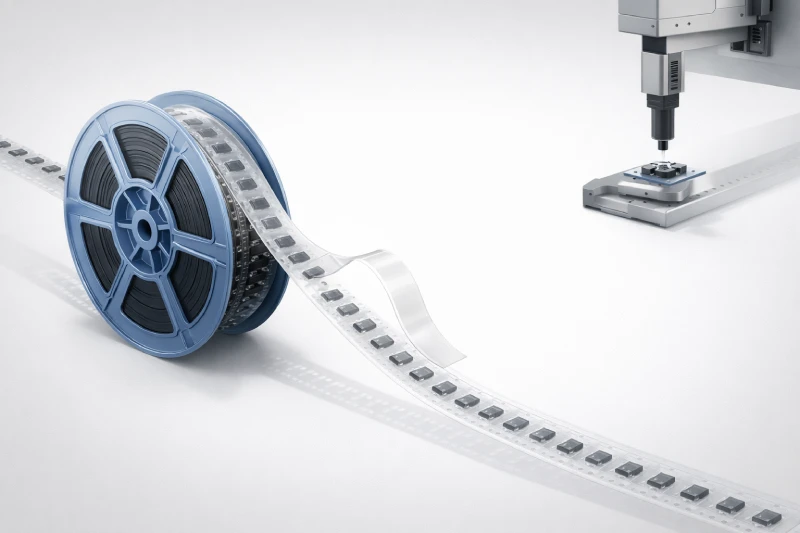
During SMT assembly, the reel is mounted onto a feeder. As the machine operates, the tape unwinds from the reel, and the cover tape is peeled back to expose components for pick-and-place operations. The reel must rotate smoothly to maintain consistent tension throughout this process.
Several mechanical factors come into play:
- Rotational stability ensures the tape feeds without jerking
- Tension control prevents slack or overstretching
- Alignment accuracy ensures components are positioned correctly for pickup
If the reel rotation is uneven or resistance fluctuates, it can disrupt feeding synchronization, especially at high speeds. This is why reel design is just as critical as tape design in maintaining a stable SMT process.
Standard Carrier Tape Reel Sizes (EIA-481 Explained)
Carrier tape reels are standardized under EIA-481, which defines dimensions and compatibility requirements for tape-and-reel packaging in electronics manufacturing.
The most commonly used reel sizes include:
| Reel Size | Diameter | Typical Tape Width | Common Applications |
|---|---|---|---|
| 7 inch | 178 mm | 8–12 mm | Small components, short runs |
| 13 inch | 330 mm | 8–32 mm | Standard SMT production |
| 15 inch | 380 mm | 24–56 mm | Large components, high volume |
Each reel size supports specific tape widths and component volumes. For example, 7-inch reels are typically used for smaller batch production or lightweight components, while 13-inch reels are the industry standard for most SMT lines.
The arbor hole size (center mounting hole) must also match feeder specifications to ensure compatibility. Using non-standard reels can result in improper mounting and unstable feeding.
Understanding these standards is essential when selecting reels, especially for automated assembly environments where consistency is critical.
Materials Used in Carrier Tape Reels
Carrier tape reels are typically made from thermoplastics, with material selection depending on mechanical requirements, cost considerations, and electrostatic discharge (ESD) protection.
Common materials include:
- Polystyrene (PS) – Cost-effective and widely used for standard applications
- ABS (Acrylonitrile Butadiene Styrene) – Improved strength and durability
- Polycarbonate (PC) – High impact resistance for demanding environments
For sensitive electronic components, reels may also be manufactured with anti-static or conductive properties to prevent ESD damage.
Material choice affects:
- Structural rigidity
- Resistance to deformation
- Long-term durability during transport and storage
In high-precision or high-value applications, selecting the right material is critical to maintaining component integrity and process reliability.
Key Design Features That Affect SMT Feeding Performance
The performance of a carrier tape reel is determined not just by its size or material, but by its structural design and manufacturing precision.
Key design factors include:
- Concentricity – The alignment between the reel center and outer diameter
- Balance – Even weight distribution to prevent wobbling during rotation
- Flange rigidity – Prevents bending or deformation under load
- Hub strength – Ensures stable mounting on feeders
- Warp resistance – Prevents distortion caused by storage or temperature changes
Poor performance in any of these areas can lead to feeding issues. For example, low concentricity may cause uneven tape movement, while weak flanges can allow tape misalignment.
In high-speed SMT lines, where feeders operate continuously at high throughput, these small mechanical inconsistencies can quickly translate into increased downtime and defect rates.
Common Problems Caused by Poor Reel Quality
Low-quality reels can introduce a range of operational problems that affect both efficiency and product quality.
Typical issues include:
- Tape misalignment during feeding
- Uneven tension, leading to inconsistent component positioning
- Reel wobbling, causing unstable rotation
- Cracking or deformation during shipping
In real production scenarios, these issues often manifest as feeder jams, pick errors, or machine stoppages. Troubleshooting such problems can be time-consuming, especially when the root cause is not immediately identified as reel-related.
For manufacturers operating high-volume SMT lines, even minor reel defects can lead to significant productivity losses and increased operational costs.
How to Choose the Right Carrier Tape Reel
Selecting the right carrier tape reel requires evaluating multiple factors related to equipment, components, and production conditions.
1. Equipment Compatibility
Ensure the reel size and arbor hole match your feeder system. Incorrect sizing can result in unstable mounting or feeding interruptions.
2. Component Characteristics
Heavier or more sensitive components may require stronger reels with better structural stability to maintain consistent feeding.
3. Transportation Requirements
Long-distance shipping or export packaging may demand reels with higher durability to prevent damage during transit.
4. ESD Protection Needs
For ICs, LEDs, and other sensitive devices, anti-static or conductive reels are essential to avoid electrostatic damage.
5. Production Speed
High-speed SMT lines require reels with precise balance and minimal rotational resistance to maintain continuous operation.
Making the wrong selection can result in recurring feeding issues, increased machine downtime, and higher defect rates. A well-matched reel, on the other hand, contributes directly to stable production and improved yield.
Carrier Tape Reel vs Standard Plastic Reel: Is There a Difference?
While carrier tape reels are often referred to as plastic reels, not all plastic reels are suitable for SMT applications.
Standard plastic reels may lack the precision, material properties, or dimensional consistency required for automated feeding systems. Carrier tape reels, in contrast, are specifically engineered to meet industry standards and ensure compatibility with SMT equipment.
In high-reliability sectors such as automotive or semiconductor manufacturing, using specialized reels is essential to maintaining process control and quality assurance.
When You Need Custom Carrier Tape Reels
In some cases, standard reels may not meet specific production requirements. Custom carrier tape reels are typically needed when:
- Non-standard tape widths are used
- Components require special handling or protection
- Equipment has unique compatibility requirements
- High-precision or automated systems demand tighter tolerances
Custom reels can be designed to match exact application needs, improving feeding performance and reducing operational risks. For complex or high-value products, customization is often a practical investment rather than an optional upgrade.
FAQs
What size reel should I use for 8mm carrier tape?
Typically, both 7-inch and 13-inch reels are used, depending on production volume and feeder compatibility.
Are all reels ESD-safe?
No. Only reels made with anti-static or conductive materials provide ESD protection.
Can carrier tape reels be reused?
Yes, in some cases, but reuse depends on material durability and whether the reel maintains structural integrity.
What causes reel feeding problems?
Common causes include poor concentricity, imbalance, deformation, and incompatible sizing.
Which is better: 7-inch or 13-inch reel?
It depends on your application. 7-inch reels are suitable for small batches, while 13-inch reels are preferred for continuous production.
Conclusion: Why Reel Selection Directly Impacts SMT Efficiency
Carrier tape reels play a far more critical role in SMT packaging than they are often given credit for. Beyond simple storage, they directly influence feeding stability, machine efficiency, and overall production yield.
Choosing the right reel—based on size, material, design quality, and application requirements—can significantly reduce feeding issues and improve operational consistency. As SMT processes continue to demand higher precision and speed, reel selection becomes an essential part of process optimization.
For manufacturers looking to improve reliability and reduce downtime, evaluating reel performance is not optional—it is a necessary step toward achieving stable and efficient production.