บทนำ
ในการผลิต SMT สมัยใหม่ บรรจุภัณฑ์ของชิ้นส่วนไม่ใช่เพียงประเด็นด้านโลจิสติกส์เท่านั้น แต่ส่งผลโดยตรงต่อความเสถียรในการป้อนชิ้นงาน ความแม่นยำในการวาง และประสิทธิภาพผลผลิตโดยรวม แม้ว่าวิศวกรจำนวนมากจะมุ่งเน้นที่การปรับเทียบฟีดเดอร์หรือพารามิเตอร์ของเครื่องวางชิ้นส่วน สาเหตุหลักของการหยิบพลาด การหมุน หรือการเบี่ยงเบนตำแหน่งที่เกิดซ้ำ มักอยู่ที่กลยุทธ์การใช้งานเทปบรรจุชิ้นส่วนเอง
ชิ้นส่วนอิเล็กทรอนิกส์แต่ละประเภทตอบสนองต่อแรงสั่นสะเทือน ความเร่ง และแรงลอกของฝาปิดเทป (Cover Tape) แตกต่างกัน โซลูชันที่ทำงานได้ดีกับชิ้นส่วนพาสซีฟอาจไม่เหมาะสมกับ IC และโครงสร้างที่เหมาะกับการประกอบความเร็วต่ำอาจล้มเหลวภายใต้สภาวะ SMT ความเร็วสูง
คู่มือนี้อธิบายวิธีกำหนดกลยุทธ์การใช้งานเทปบรรจุชิ้นส่วนที่เหมาะสมที่สุดโดยพิจารณาจากประเภท รูปทรง ความไว และความเร็วการผลิตของชิ้นส่วน เพื่อให้บรรจุภัณฑ์สนับสนุนประสิทธิภาพการผลิตแทนที่จะเป็นข้อจำกัด
เหตุใดชิ้นส่วนแต่ละประเภทจึงต้องการโครงสร้างเทปบรรจุชิ้นส่วนที่แตกต่างกัน?
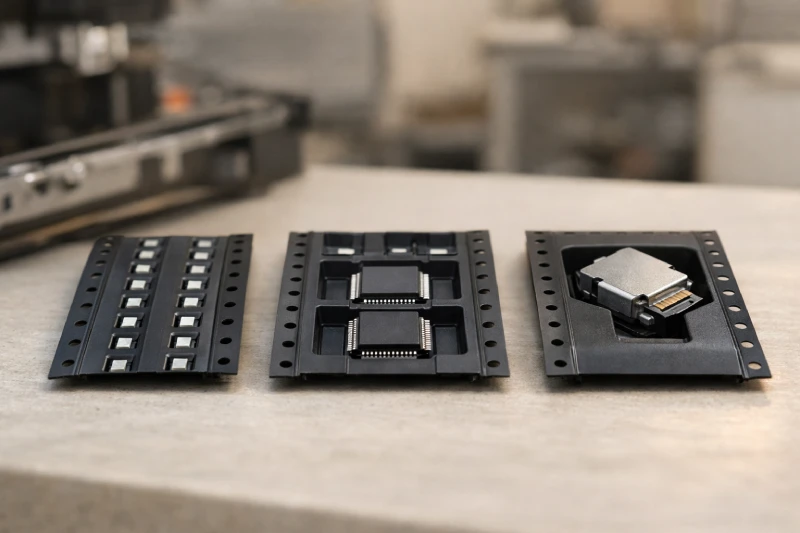
ไม่ใช่ทุกชิ้นส่วนจะตอบสนองต่อแรงเชิงกลภายในโพ็อกเก็ตในลักษณะเดียวกัน รูปทรง ความหนา การกระจายน้ำหนัก และการยื่นออกของขาล้วนมีผลต่อพฤติกรรมของชิ้นส่วนระหว่างการขนส่งและการป้อน
ตัวอย่างเช่น ตัวเก็บประจุเซรามิกแบบสมมาตรมักคงความเสถียรได้หากควบคุมระยะเคลียร์รันซ์ด้านข้างอย่างเหมาะสม ในทางกลับกัน แพ็กเกจ QFN ที่มีขาเปิดเผยและการกระจายน้ำหนักไม่สม่ำเสมออาจเกิดการหมุนเล็กน้อยเมื่อได้รับแรงเร่งจากฟีดเดอร์
การออกแบบโพ็อกเก็ตต้องคำนึงถึง:
- ค่าความคลาดเคลื่อนความหนาของชิ้นส่วน
- ความเสี่ยงจากการยื่นออกของขา
- จุดศูนย์ถ่วง
- การเคลื่อนที่ด้านข้างที่ยอมรับได้
โครงสร้างที่แน่นเกินไปอาจก่อให้เกิดความเครียดระหว่างการบรรจุหรือรบกวนการลอกฝาปิด ในขณะที่โครงสร้างที่หลวมเกินไปจะเพิ่มความเสี่ยงต่อการหมุนและการเยื้องศูนย์ ดังนั้น กลยุทธ์การใช้งานควรขับเคลื่อนโดยกลศาสตร์ของชิ้นส่วน ไม่ใช่เพียงความกว้างเทปหรือความพร้อมของมาตรฐาน
แนวทางเทปบรรจุชิ้นส่วนที่เหมาะสมที่สุดสำหรับชิ้นส่วนพาสซีฟ (0402–1206) คืออะไร?
ชิ้นส่วนพาสซีฟ เช่น ตัวต้านทานและตัวเก็บประจุ มีขนาดเล็ก น้ำหนักเบา และมักมีรูปทรงสมมาตร อย่างไรก็ตาม ขนาดที่เล็กทำให้ไวต่อความแม่นยำของมิติภายในโพ็อกเก็ตอย่างมาก
โดยเฉพาะสำหรับชิ้นส่วน 0402 และ 0603 ความแปรผันของระยะเคลียร์รันซ์ด้านข้างเพียงเล็กน้อยอาจส่งผลต่อความแม่นยำในการหยิบภายใต้การป้อนความเร็วสูง ประเด็นสำคัญประกอบด้วย:
- ค่าความคลาดเคลื่อนมิติโพ็อกเก็ตที่เข้มงวด
- การควบคุมความลึกของโพ็อกเก็ตอย่างเสถียร
- ความแม่นยำของพิตช์ที่สม่ำเสมอ
- พื้นผิวผนังโพ็อกเก็ตเรียบ
ในสภาพแวดล้อมการผลิตปริมาณสูง มักเลือกใช้โครงสร้างแบบขึ้นรูป (Embossed Carrier Tape) เนื่องจากมีความสม่ำเสมอของมิติและความสามารถในการทำซ้ำ อย่างไรก็ตาม การเลือกแบบขึ้นรูปเพียงอย่างเดียวไม่เพียงพอ รูปทรงโพ็อกเก็ตต้องสอดคล้องกับค่าความแปรผันของความหนาชิ้นส่วนเพื่อป้องกันการกระเด้งหรือเอียง
เมื่อใช้ชิ้นส่วนพาสซีฟในสายการผลิต SMT ความเร็วสูง ความแข็งแรงของโพ็อกเก็ตและความราบรื่นในการป้อนยิ่งมีความสำคัญเพื่อหลีกเลี่ยงการเบี่ยงเบนตำแหน่ง
ควรบรรจุ IC และอุปกรณ์ที่ไวต่อความเสียหายอย่างไรเพื่อป้องกัน ESD และการหมุน?
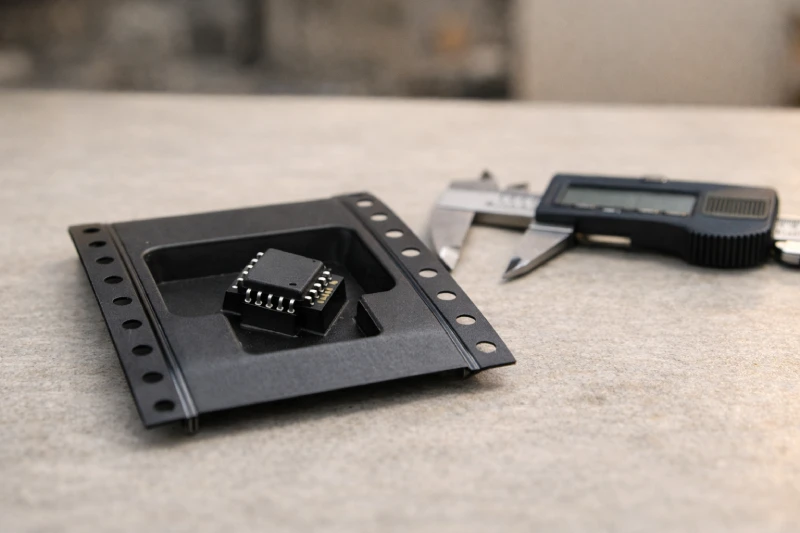
IC แพ็กเกจ QFN, BGA และอุปกรณ์เซมิคอนดักเตอร์อื่น ๆ เพิ่มความซับซ้อนมากกว่าการควบคุมรูปทรงพื้นฐาน
ประการแรก การป้องกันการคายประจุไฟฟ้าสถิต (ESD) เป็นสิ่งจำเป็น กลยุทธ์บรรจุภัณฑ์ต้องพิจารณาค่าความต้านทานผิวและประสิทธิภาพการกระจายประจุเพื่อลดความเสี่ยง ESD ระหว่างการขนส่งและการจัดการ
ประการที่สอง อุปกรณ์เหล่านี้มักมีการกระจายน้ำหนักไม่สมมาตร เมื่อเกิดแรงเร่งจากฟีดเดอร์ แม้การเคลื่อนที่ด้านข้างเพียงเล็กน้อยก็อาจทำให้เกิดการหมุน สำหรับ IC ความลึกของโพ็อกเก็ตและการออกแบบส่วนรองรับไหล่มีบทบาทสำคัญในการป้องกันการเอียงหรือพลิก
ปัจจัยสำคัญอื่น ๆ ได้แก่:
- การควบคุมแรงลอกของฝาปิดเทป (Cover Tape)
- การรองรับด้านล่างของโพ็อกเก็ตอย่างเสถียร
- คุณสมบัติป้องกันไฟฟ้าสถิตที่เพียงพอ
- การสัมผัสกับขาที่เปิดเผยน้อยที่สุด
เมื่อพบการหมุนหรือความไม่เสถียรของทิศทางในกระบวนการผลิตความเร็วสูง ปัญหามักมีสาเหตุมาจากการรองรับของโพ็อกเก็ตที่ไม่เพียงพอ มากกว่าการปรับเทียบเครื่องจักร
เมื่อใดจึงจำเป็นต้องใช้เทปบรรจุชิ้นส่วนแบบสั่งทำแทนขนาดมาตรฐาน?
รูปแบบมาตรฐาน 8 มม., 12 มม. และ 16 มม. ครอบคลุมชิ้นส่วนทั่วไปจำนวนมาก อย่างไรก็ตาม ไม่ใช่ทุกผลิตภัณฑ์จะพอดีกับสมมติฐานโพ็อกเก็ตมาตรฐาน
การออกแบบโพ็อกเก็ตแบบสั่งทำจึงมีความจำเป็นเมื่อ:
- รูปทรงของชิ้นส่วนไม่สม่ำเสมอ
- ความยาวขาเกินขีดจำกัดโพ็อกเก็ตทั่วไป
- ค่าความคลาดเคลื่อนความสูงกว้าง
- จุดศูนย์ถ่วงเยื้องศูนย์
- ต้องการการควบคุมทิศทางพิเศษ
การพึ่งพาโครงสร้างโพ็อกเก็ตมาตรฐานในกรณีดังกล่าวอาจทำให้เกิดความไม่เสถียรในการป้อนอย่างต่อเนื่อง แม้ว่าการผลิตระยะสั้นอาจดูยอมรับได้ แต่อัตราผลผลิตอาจผันผวนเมื่อเวลาผ่านไป
กลยุทธ์การใช้งานแบบสั่งทำช่วยให้สามารถออกแบบรูปทรง ความลึก และระยะเคลียร์รันซ์ของโพ็อกเก็ตให้สอดคล้องกับพฤติกรรมเชิงกลของชิ้นส่วนโดยเฉพาะ แนวทางนี้มีความสำคัญอย่างยิ่งสำหรับอุปกรณ์ที่พัฒนาใหม่หรือบรรจุภัณฑ์เซมิคอนดักเตอร์ที่ไวต่อความเสียหาย
น้ำหนักและรูปทรงของชิ้นส่วนมีผลต่อการออกแบบโพ็อกเก็ตอย่างไร?
น้ำหนักของชิ้นส่วนมีผลโดยตรงต่อแรงเฉื่อยที่เกิดขึ้นระหว่างแรงเร่งของฟีดเดอร์ อุปกรณ์ที่หนักกว่าจะสร้างแรงไดนามิกต่อผนังโพ็อกเก็ตสูงขึ้น เพิ่มความเสี่ยงต่อการเคลื่อนที่ด้านข้าง
ในทำนองเดียวกัน ชิ้นส่วนที่ยาวหรือแคบจะสร้างแรงบิดเมื่อได้รับการเคลื่อนไหว หากการรองรับของโพ็อกเก็ตไม่กระจายอย่างสม่ำเสมอ อาจเกิดการหมุนระดับไมโครก่อนการหยิบ
การประเมินทางวิศวกรรมควรพิจารณา:
- ตำแหน่งจุดศูนย์ถ่วง
- อัตราส่วนความยาวต่อความกว้าง
- ความแปรผันของความหนา
- แรงพลวัตภายใต้การเร่งความเร็วของฟีดเดอร์
ความลึกของโพ็อกเก็ตต้องสมดุลระหว่างความเสถียรในแนวตั้งกับการเข้าถึงของหัวดูดสุญญากาศ ตื้นเกินไปจะเพิ่มความเสี่ยงต่อการดีดออก ลึกเกินไปอาจรบกวนการเข้าถึงของหัวดูด
กลยุทธ์การใช้งานที่มีประสิทธิภาพที่สุดต้องคำนึงถึงการเคลื่อนไหวแบบไดนามิก ไม่ใช่เพียงความพอดีแบบสถิต การจำลองเชิงกลหรือการทดสอบการป้อนจริงมักเผยให้เห็นความไม่เสถียรที่การตรวจสอบมิติอย่างเดียวไม่สามารถตรวจพบได้
กลยุทธ์บรรจุภัณฑ์ใดเหมาะสมที่สุดสำหรับสายการผลิต SMT ความเร็วสูง?
สายการผลิต SMT ความเร็วสูงก่อให้เกิดสภาวะแรงเค้นเพิ่มเติม ความเร่ง การสั่นสะเทือน และพลวัตการลอกจะขยายความไม่สม่ำเสมอของโครงสร้างแม้เพียงเล็กน้อย
ที่ความเร็วเกิน 30,000 CPH การสะสมของค่าความคลาดเคลื่อนจะปรากฏชัด ความแปรผันของพิตช์เพียงเล็กน้อย ความแข็งแรงของโพ็อกเก็ตที่ไม่สม่ำเสมอ หรือความแข็งของวัสดุที่ไม่เท่ากัน อาจทำให้เกิดการเบี่ยงเบนในการป้อนแบบสะสม
เพื่อเพิ่มประสิทธิภาพในสภาพแวดล้อมความเร็วสูง ควรพิจารณา:
- ความแข็งแกร่งของวัสดุและเสถียรภาพของมิติ
- ความแม่นยำของระยะพิทช์พ็อกเก็ตที่สม่ำเสมอ
- การควบคุมแรงลอกของ Cover Tape
- การทำงานร่วมกับรางป้อนอย่างราบรื่น
โครงสร้างที่ทำงานได้เพียงพอในการผลิตความเร็วปานกลางอาจล้มเหลวเมื่อเพิ่มความเร็วสายการผลิต ดังนั้น การประเมินบรรจุภัณฑ์ควรสอดคล้องกับความเร็ว SMT ที่ตั้งเป้าไว้เสมอ
กลยุทธ์การใช้งานเทปบรรจุชิ้นส่วนต้องสอดคล้องกับความเข้มข้นของการผลิต ไม่ใช่เพียงขนาดของชิ้นส่วน
จะประเมินได้อย่างไรว่าเทปบรรจุชิ้นส่วนปัจจุบันก่อให้เกิดการสูญเสียผลผลิตหรือไม่?
เมื่อเกิดปัญหาผลผลิต หลายทีมมักตรวจสอบการปรับเทียบฟีดเดอร์หรือการจัดแนวหัววางก่อน อย่างไรก็ตาม ความไม่เสถียรของบรรจุภัณฑ์มักถูกมองข้าม
สัญญาณเตือนที่บ่งชี้ถึงปัญหากลยุทธ์การใช้งานเทปบรรจุชิ้นส่วน ได้แก่:
- การหมุนของชิ้นส่วนซ้ำๆ
- มุมการหยิบที่ไม่สม่ำเสมอ
- การหยิบพลาดเป็นครั้งคราวโดยไม่มีสัญญาณเตือนจากฟีดเดอร์
- การกระเด้งของชิ้นส่วนระหว่างการป้อน
- ความผันผวนของอัตราผลผลิตที่เชื่อมโยงกับรีลเฉพาะ
หากความไม่เสถียรเกิดขึ้นเฉพาะที่ความเร็วสูงและหายไปเมื่อทดสอบที่ความเร็วต่ำ พฤติกรรมแบบไดนามิกของโพ็อกเก็ตน่าจะเป็นปัจจัยที่มีส่วนเกี่ยวข้อง
แนวทางการประเมินอย่างเป็นระบบประกอบด้วย:
- การตรวจสอบระยะเคลียร์รันซ์ของพ็อกเก็ต
- การทบทวนความลึกของการวางตัวชิ้นส่วน
- การวัดความสม่ำเสมอของแรงลอก Cover Tape
- การสังเกตการเคลื่อนไหวของการป้อนด้วยการวิเคราะห์กล้องความเร็วสูง
หากพบความไม่สอดคล้องของโครงสร้าง การปรับกลยุทธ์เทปบรรจุชิ้นส่วนมักให้ผลการปรับปรุงระยะยาวที่เสถียรกว่าการปรับเทียบเครื่องจักรเพียงอย่างเดียว
สรุป
การเลือกกลยุทธ์การใช้งานเทปบรรจุชิ้นส่วนที่เหมาะสมที่สุดไม่ใช่เพียงการเลือกประเภท แต่เป็นการทำความเข้าใจกลศาสตร์ของชิ้นส่วนและสภาวะการผลิต
ชิ้นส่วนพาสซีฟ IC และรูปทรงแบบสั่งทำแต่ละประเภทต้องการการพิจารณาโครงสร้างที่แตกต่างกัน สายการผลิต SMT ความเร็วสูงยิ่งเพิ่มความไวต่อค่าความคลาดเคลื่อน ทำให้การออกแบบบรรจุภัณฑ์เป็นปัจจัยสำคัญต่อประสิทธิภาพผลผลิต
โดยการประเมินรูปทรง การกระจายน้ำหนัก ความไวต่อ ESD และความเร็วการผลิตของชิ้นส่วน วิศวกรสามารถกำหนดได้ว่าโครงสร้างมาตรฐานเพียงพอหรือจำเป็นต้องใช้แนวทางเฉพาะทาง
กลยุทธ์การใช้งานเทปบรรจุชิ้นส่วนที่สอดคล้องอย่างเหมาะสมช่วยสนับสนุนความเสถียรในการป้อน ความแม่นยำในการวางที่สม่ำเสมอ และความน่าเชื่อถือในการผลิตระยะยาว