Введение
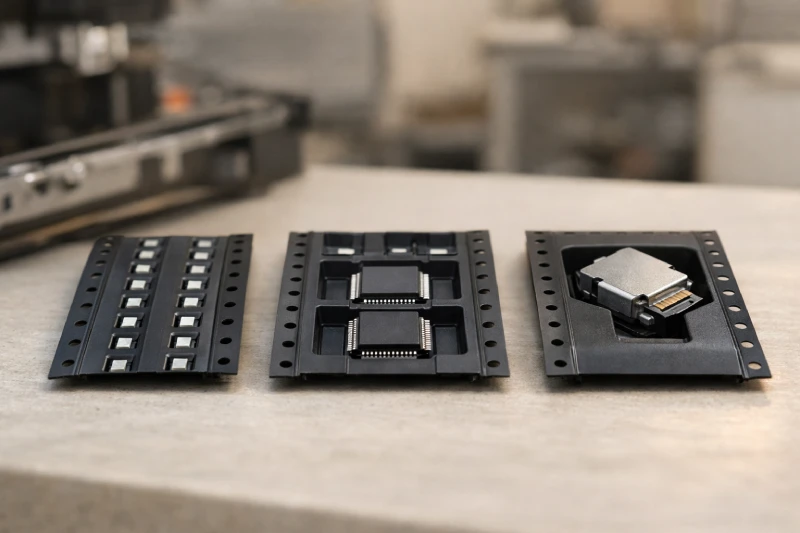
В современном производстве SMT упаковка компонентов — это не просто логистический аспект; она напрямую влияет на стабильность подачи, точность установки и общий уровень выхода годной продукции. Хотя многие инженеры сосредотачиваются на калибровке питателей или параметрах установки, первопричина повторяющихся пропусков захвата, поворота или смещения при установке часто заключается в самой стратегии применения ленты-носителя.
Различные электронные компоненты по-разному реагируют на вибрацию, ускорение и усилия отрыва покровной ленты. Решение, хорошо подходящее для пассивных компонентов, может быть непригодным для ИС, а конструкция, оптимизированная для низкоскоростной сборки, может не выдержать условий высокоскоростного SMT.
В данном руководстве объясняется, как определить наиболее подходящую стратегию применения ленты-носителя с учетом типа компонента, геометрии, чувствительности и скорости производства, чтобы упаковка поддерживала производственные показатели, а не ограничивала их.
Почему разным компонентам требуются различные конструкции ленты-носителя?
Не все компоненты одинаково реагируют на механические нагрузки внутри ячейки. Геометрия, толщина, распределение массы и выступание выводов влияют на поведение компонента при транспортировке и подаче.
Например, симметричный керамический конденсатор, как правило, сохраняет стабильность при корректном контроле бокового зазора. В то же время корпус QFN с открытыми выводами и неравномерным распределением массы может испытывать незначительный поворот при воздействии ускорения питателя.
Конструкция ячейки должна учитывать:
- Допуск по толщине компонента
- Риск выступания выводов
- Положение центра тяжести
- Допустимое боковое смещение
Слишком плотная конструкция может вызывать напряжение при укладке или препятствовать отрыву покровной ленты. Слишком свободная — увеличивает риск поворота и смещения. Поэтому стратегия применения должна определяться механическими характеристиками компонента, а не только шириной ленты или доступностью стандартных форматов.
Какой подход к ленте-носителю оптимален для пассивных компонентов (0402–1206)?
Пассивные компоненты, такие как резисторы и конденсаторы, имеют малые размеры, небольшой вес и, как правило, симметричную форму. Однако их компактность делает их особенно чувствительными к точности размеров ячейки.
Особенно для компонентов 0402 и 0603 даже минимальное изменение бокового зазора может повлиять на точность захвата при высокоскоростной подаче. Ключевые факторы включают:
- Жесткий допуск размеров ячейки
- Стабильный контроль глубины ячейки
- Постоянная точность шага
- Гладкая поверхность стенок ячейки
В условиях крупносерийного производства обычно предпочтительны тисненые конструкции благодаря их размерной стабильности и повторяемости. Однако одного выбора тисненого формата недостаточно — геометрия ячейки должна соответствовать допускам по толщине компонента, чтобы предотвратить подпрыгивание или наклон.
При использовании пассивных компонентов на высокоскоростных линиях SMT жесткость ячейки и плавность подачи становятся еще более критичными для предотвращения отклонений при установке.
Как упаковывать ИС и чувствительные устройства для предотвращения ESD и поворота?
ИС, корпуса QFN, BGA и другие полупроводниковые устройства добавляют дополнительную сложность помимо простой геометрической стабильности.
Во‑первых, защита от электростатического разряда становится обязательной. Стратегия упаковки должна учитывать удельное поверхностное сопротивление и характеристики рассеивания заряда для снижения риска ESD при транспортировке и обращении.
Во‑вторых, такие устройства часто имеют асимметричное распределение массы. При ускорении питателя даже незначительное боковое смещение может привести к повороту. Для ИС глубина ячейки и конструкция опорных плечиков играют важную роль в предотвращении наклона или переворота.
Другие критические факторы включают:
- Контролируемое усилие отрыва покровной ленты
- Стабильная опора дна ячейки
- Достаточные антистатические свойства
- Минимальный контакт с выступающими выводами
Когда поворот или нестабильность ориентации становятся заметными в высокоскоростном производстве, проблема часто связана с недостаточной поддержкой в ячейке, а не с калибровкой оборудования.
Когда необходима индивидуальная лента-носитель вместо стандартной ширины?
Стандартные форматы 8 мм, 12 мм и 16 мм подходят для многих распространенных компонентов. Однако не каждый продукт корректно размещается в рамках стандартных параметров ячейки.
Индивидуальная конструкция ячейки становится необходимой, когда:
- Нерегулярная геометрия компонента
- Длина выводов превышает типовые пределы ячейки
- Широкий допуск по высоте
- Смещенный центр тяжести
- Требуется специальный контроль ориентации
Использование стандартных конструкций ячеек в таких случаях может приводить к хронической нестабильности подачи. Даже если краткосрочно производство выглядит приемлемым, со временем возможны колебания выхода годной продукции.
Индивидуальные стратегии применения позволяют проектировать контур, глубину и зазоры ячейки с учетом механического поведения конкретного компонента. Такой подход особенно важен для новых разработок или чувствительной полупроводниковой упаковки.
Как масса и геометрия компонента влияют на конструкцию ячейки?
Масса компонента напрямую влияет на величину инерции при ускорении питателя. Более тяжелые устройства создают повышенную динамическую нагрузку на стенки ячейки, увеличивая риск бокового смещения.
Аналогично, длинные или узкие компоненты создают крутящий момент при движении. Если опора в ячейке распределена неравномерно, до момента захвата может происходить микроповорот.
Инженерная оценка должна учитывать:
- Положение центра тяжести
- Соотношение длины к ширине
- Отклонение по толщине
- Динамическое усилие при ускорении фидера
Глубина ячейки должна обеспечивать баланс между вертикальной стабильностью и доступностью для захвата. Слишком малая глубина повышает риск выскакивания; слишком большая может препятствовать подходу вакуумной насадки.
Наиболее эффективная стратегия применения учитывает динамическое движение, а не только статическое соответствие размерам. Механическое моделирование или проверка в реальных условиях подачи часто выявляют нестабильность, которую невозможно обнаружить только по результатам размерного контроля.
Какая стратегия упаковки оптимальна для высокоскоростных линий SMT?
Высокоскоростные линии SMT создают дополнительные условия нагрузки. Ускорение, вибрация и динамика отрыва покровной ленты усиливают даже незначительные конструктивные несоответствия.
При скорости свыше 30 000 CPH становится заметным накопление допусков. Небольшие отклонения шага, нестабильная жесткость ячейки или неравномерная жесткость материала могут вызывать суммарные отклонения подачи.
Для оптимизации работы в высокоскоростных условиях следует учитывать:
- Жёсткость материала и размерная стабильность
- Стабильная точность шага ячеек
- Контролируемое усилие отслаивания покровной ленты
- Плавное взаимодействие с направляющей траекторией подачи
Конструкция, приемлемо работающая при средней скорости, может оказаться нестабильной при увеличении скорости линии. Поэтому оценка упаковки должна соответствовать планируемой скорости SMT.
Стратегия применения ленты-носителя должна соответствовать интенсивности производства, а не только размеру компонента.
Как оценить, вызывает ли текущая лента-носитель потери выхода годной продукции?
При появлении проблем с выходом годной продукции многие команды сначала проверяют калибровку питателя или выравнивание установочной головки. Однако нестабильность упаковки часто остается без внимания.
Признаки, указывающие на проблему со стратегией применения ленты-носителя, включают:
- Повторяющееся вращение компонента
- Непостоянный угол захвата
- Периодический пропуск захвата без сигнала фидера
- Подпрыгивание компонента при подаче
- Колебания выхода годной продукции, связанные с определёнными катушками
Если нестабильность возникает только на повышенных скоростях и исчезает при замедленном тестировании, вероятно, причиной является динамическое поведение ячейки.
Структурированный подход к оценке включает:
- Контроль зазора ячейки
- Проверка глубины посадки компонента
- Измерение стабильности усилия отслаивания покровной ленты
- Наблюдение процесса подачи с использованием высокоскоростной видеосъёмки
Если выявлено структурное несоответствие, корректировка стратегии ленты-носителя часто обеспечивает более стабильное долгосрочное улучшение, чем повторная калибровка оборудования.
Заключение
Выбор оптимальной стратегии применения ленты-носителя — это не выбор категории, а понимание механики компонента и условий производства.
Пассивные компоненты, ИС и нестандартная геометрия требуют различных конструктивных решений. Высокоскоростные линии SMT дополнительно повышают чувствительность к допускам, делая конструкцию упаковки активным фактором, влияющим на выход годной продукции.
Оценивая геометрию компонента, распределение массы, чувствительность к ESD и скорость производства, инженеры могут определить, достаточны ли стандартные конструкции или требуется индивидуальное решение.
Корректно подобранная стратегия применения ленты-носителя обеспечивает стабильную подачу, постоянную точность установки и долгосрочную надежность производства.