В современном производстве SMT (Surface Mount Technology) точность обращения с компонентами напрямую влияет на производственную эффективность, уровень выхода годной продукции и надёжность изделий. Одним из наиболее критичных, но часто недооценённых элементов этого процесса является формованная лента-носитель.
В отличие от универсальных упаковочных решений, формованная лента-носитель разработана для надёжной фиксации электронных компонентов при автоматических операциях pick-and-place. От микросхем IC до сложных разъёмов — правильная конструкция ленты обеспечивает стабильную подачу, минимальное количество дефектов и точность размещения.
В данном руководстве представлен полный инженерный обзор формованной ленты-носителя — от материалов и производственных процессов до контроля допусков и выбора поставщика, что поможет вам принимать обоснованные решения с высокой отдачей для вашей SMT-упаковки.
Что такое формованная лента-носитель? (И чем она отличается от стандартной ленты-носителя)
Формованная лента-носитель — это пластиковая лента, изготовленная методом термоформования, с точно сформированными карманами для удержания и транспортировки электронных компонентов при SMT-монтаже.
Каждый карман проектируется с учётом геометрии компонента, обеспечивая:
- Надёжная фиксация
- Устойчивость к проворачиванию
- Плавный захват вакуумными соплами
Хотя термин часто используется как синоним тиснёной ленты-носителя, «формованная» подчёркивает процесс термоформования, при котором нагретый пластиковый материал формуется с использованием прецизионных пресс-форм.
Ключевые характеристики:
- Индивидуально спроектированная геометрия ячеек
- Совместимость с автоматическими SMT-питателями
- Доступно в антистатическом или проводящем исполнении
- Соответствует стандартам EIA-481
👉 Ищете более широкий обзор? Ознакомьтесь с нашими решениями по упаковке в ленту-носитель , чтобы понять, как формованная лента интегрируется в экосистему SMT.
Как производится формованная лента-носитель
Понимание производственного процесса объясняет, почему формованная лента-носитель обеспечивает более высокую точность и стабильность.
Объяснение процесса термоформования
Производство включает несколько контролируемых этапов:
- Пластиковая плёнка (PS, PET или PC) нагревается до температуры размягчения
- Прецизионная форма формирует геометрию ячеек
- Материал охлаждается для сохранения формы
- Перфорационные отверстия пробиваются для индексирования
- Лента наматывается на катушки для использования в SMT
Этот процесс обеспечивает высокую повторяемость и жёсткий контроль допусков, что необходимо для автоматизированной сборки.
Встроенные и автономные системы формования
| Тип системы | Характеристики | Лучше всего подходит для |
|---|---|---|
| Встроенное формование | Интеграция с упаковочной линией | Крупносерийное производство |
| Автономное формование | Отдельный процесс формования | Индивидуальные или малые партии |
Значение оснастки (пресс-формы)
Пресс-форма определяет:
- Точность ячеек
- Качество поверхности
- Посадка компонента
Даже незначительные отклонения пресс-формы могут привести к ошибкам подачи или смещению, поэтому компетенции в области оснастки являются ключевым фактором при выборе поставщика.
Материалы, используемые в формованной ленте-носителе
Выбор материала напрямую влияет на эксплуатационные характеристики, долговечность и совместимость с условиями SMT.
Сравнение распространённых материалов
| Материал | Ключевые свойства | Типичные применения |
|---|---|---|
| PS (Polystyrene) | Экономичный, легко формуется | Общая электроника |
| PET (Polyethylene Terephthalate) | Прочный, экологичный | Высокоскоростной SMT |
| PC (Polycarbonate) | Высокая термостойкость | Прецизионные IC |
| ABS | Ударопрочный | Разъёмы |
Антистатическая защита и защита от ESD
Формованная лента-носитель может быть выполнена с различными свойствами ESD:
- Проводящий материал → предотвращает накопление статического заряда
- Антистатический материал → снижает образование заряда
- Изоляционный материал → базовая защита
Выбор правильного уровня ESD-контроля критичен для чувствительных полупроводниковых компонентов.
Как выбрать подходящий материал
Выбор материала зависит от:
- Масса и хрупкость компонента
- Скорость линии SMT
- Условия окружающей среды (температура, влажность)
👉 Нужна помощь в выборе материала? Свяжитесь с нашей инженерной командой для получения рекомендации с учётом вашего применения.
Ключевые параметры проектирования формованной ленты-носителя
Эксплуатационные характеристики формованной ленты-носителя определяются точными инженерными параметрами. Ошибки проектирования на этом этапе часто приводят к сбоям подачи в SMT и простоям производства.
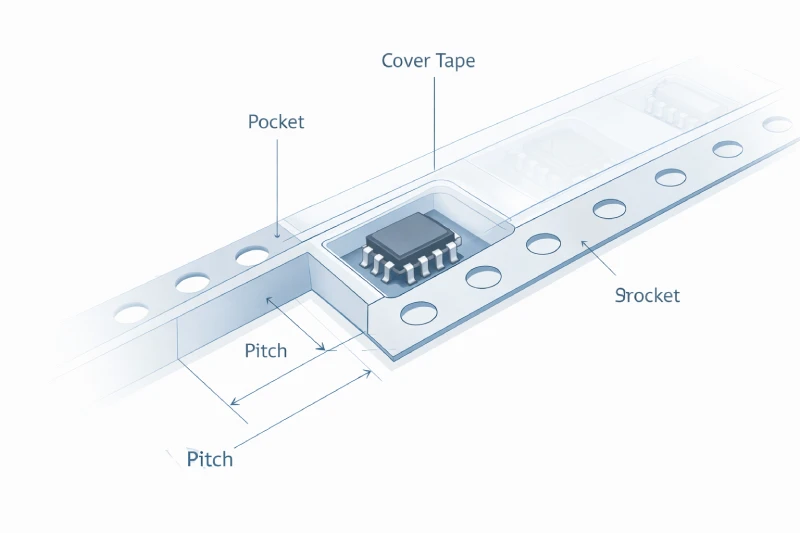
1. Размеры кармана
Каждый карман должен соответствовать компоненту:
- Ширина (W)
- Глубина (D)
- Длина (L)
Слишком плотно → повреждение компонента
Слишком свободно → смещение или переворачивание
2. Контроль допусков (критично для подачи в SMT)
В автоматизированной сборке точность имеет решающее значение.
| Параметр | Типичный допуск |
|---|---|
| Размер кармана | ±0.05 мм |
| Шаг | ±0.1 мм |
| Выравнивание отверстий | Строгое соответствие EIA |
Даже небольшие отклонения могут вызвать:
- Заклинивание при подаче
- Ошибки захвата
- Дефекты установки
3. Совместимость с покровной лентой
Взаимодействие между лентой-носителем и покровной лентой должно быть оптимизировано.
Ключевой фактор:
- Диапазон усилия отслаивания (обычно 0,1–1,0 Н)
Слишком сильное усилие → подъём компонента
Слишком слабое → загрязнение или потеря
👉 Узнайте больше об оптимизации характеристик отслаивания в нашем руководстве по совместимости покровной ленты .
4. Соответствие стандартам EIA-481
Формованная лента-носитель должна соответствовать спецификациям EIA-481, включая:
- Шаг перфорационных отверстий
- Ширина ленты
- Шаг ячеек
Это обеспечивает совместимость с глобальным SMT-оборудованием.
Формованная лента-носитель vs тиснёная лента-носитель
Понимание различий поможет выбрать подходящее решение.
| Характеристика | Формованный carrier tape | Тиснёный carrier tape |
|---|---|---|
| Процесс | Термоформование | Тиснение |
| Precision | Высокая | Средняя |
| Стоимость | Выше | Ниже |
| Индивидуализация | Высокая | Ограничения |
| Applications | Точность components | Стандартные компоненты |
👉 Практическое правило:
- Используйте формованную ленту для дорогостоящих или сложных компонентов
- Используйте тиснёную ленту для стандартных компонентов массового производства
Типичные области применения формованной ленты-носителя
Формованная лента-носитель широко применяется в отраслях, требующих прецизионной упаковки.
Типовые применения:
- Полупроводниковые компоненты (IC, чипы)
- Упаковка LED
- Автомобильная электроника
- Разъёмы и датчики
Для каждого применения требуется индивидуальное проектирование кармана для обеспечения надёжной транспортировки и точного размещения.
Распространённые проблемы и способы их предотвращения
Даже хорошо спроектированные системы могут дать сбой без надлежащего инженерного контроля.
1. Деформация кармана
Причина:
- Неверный выбор материала
- Ненадлежащие условия формования
Решение:
- Используйте материалы повышенной прочности (например, PET, PC)
- Оптимизируйте температуру формования
2. Проблемы подачи в SMT
Причина:
- Несоответствие шага
- Смещение приводных отверстий
Решение:
- Строгий контроль допусков
- Проверка соответствия EIA-481
3. Отказ при отслаивании покровной ленты
Причина:
- Некорректное усилие отслаивания
- Ненадлежащие условия запайки
Решение:
- Проверка усилия отслаивания перед серийным производством
- Соответствие материалов carrier tape и cover tape
👉 Эти проблемы могут существенно повлиять на уровень выхода годной продукции — сотрудничество с опытным поставщиком помогает предотвратить их на раннем этапе.
Индивидуальная формованная лента-носитель: какие данные необходимо предоставить
Индивидуальные решения обеспечивают наилучшие характеристики, но требуют точных исходных данных.
Необходимая информация:
- Чертёж компонента (2D или 3D)
- Размеры и допуски
- Требования к объёму
- Ширина ленты и спецификация катушки
- Требования по ESD
Предоставление полной информации обеспечивает:
- Ускоренное изготовление образцов
- Точное проектирование пресс-форм
- Сокращение циклов доработки
👉 Отправьте нам чертёж вашего компонента для бесплатной оценки конструкции и разработки образца.
Как выбрать надёжного поставщика формованной ленты-носителя
Выбор подходящего поставщика критичен как для эксплуатационных характеристик, так и для долгосрочной масштабируемости.
Ключевые критерии оценки:
1. Возможности по изготовлению оснастки
- Разработка пресс-форм собственными силами
- Высокоточная механическая обработка
2. Соответствие стандартам
- Соответствие EIA-481
- Системы контроля качества
3. Инженерная поддержка
- Рекомендации по оптимизации конструкции
- Рекомендации по материалам
4. Гибкость производства
- Поддержка малого MOQ
- Быстрое изготовление образцов
5. Валидация в SMT
- Реальные тесты подачи
- Испытания усилия отслаивания
👉 Сотрудничайте с поставщиком, который понимает как упаковку, так и процессы SMT, а не только формование пластика.
Часто задаваемые вопросы
В чем разница между формованной и тиснёной лентой-носителем?
Формованная лента-носитель изготавливается методом термоформования и обеспечивает более высокую точность, тогда как тиснёная лента более экономична, но менее точна.
Какой материал лучше подходит для высокотемпературных процессов SMT?
Поликарбонат (PC) обычно предпочтителен благодаря высокой термостойкости и стабильности размеров.
Как обеспечить точность карманов?
Работайте с поставщиком, который обеспечивает прецизионную оснастку, строгий контроль допусков и валидацию образцов перед серийным производством.
Можно ли заказать индивидуальную формованную ленту-носитель в небольших объёмах?
Да. Многие производители поддерживают заказы с небольшим MOQ для прототипирования и разработки новых изделий.
Заключение: почему формованная лента-носитель важнее, чем вы думаете
Формованная лента-носитель — это не просто упаковка, а прецизионный инженерный элемент вашего SMT-процесса.
Правильная конструкция и поставщик могут:
- Повышение надёжности подачи
- Снижение дефектов и простоев
- Повышение общей производственной эффективности
С другой стороны, лента низкого качества может привести к дорогостоящим производственным проблемам, значительно превышающим первоначальную экономию.