Introduction
Dans la production SMT moderne, le conditionnement des composants n’est pas simplement une question logistique — il affecte directement la stabilité d’alimentation, la précision de placement et le rendement global. Alors que de nombreux ingénieurs se concentrent sur le calibrage des feeders ou les paramètres de placement, la cause principale des défauts récurrents de prise, de rotation ou de décalage de placement réside souvent dans la stratégie d’application de la bande porteuse elle-même.
Les différents composants électroniques réagissent différemment aux vibrations, aux accélérations et aux forces de pelage de la bande de couverture. Une solution adaptée aux composants passifs peut ne pas convenir aux IC, et une structure optimisée pour un assemblage à basse vitesse peut échouer dans des conditions SMT à grande vitesse.
Ce guide explique comment déterminer la stratégie d’application de bande porteuse la plus appropriée en fonction du type de composant, de sa géométrie, de sa sensibilité et de la vitesse de production — afin que le conditionnement soutienne les performances de fabrication au lieu de les limiter.
Pourquoi différents composants nécessitent-ils des structures de bande porteuse différentes ?
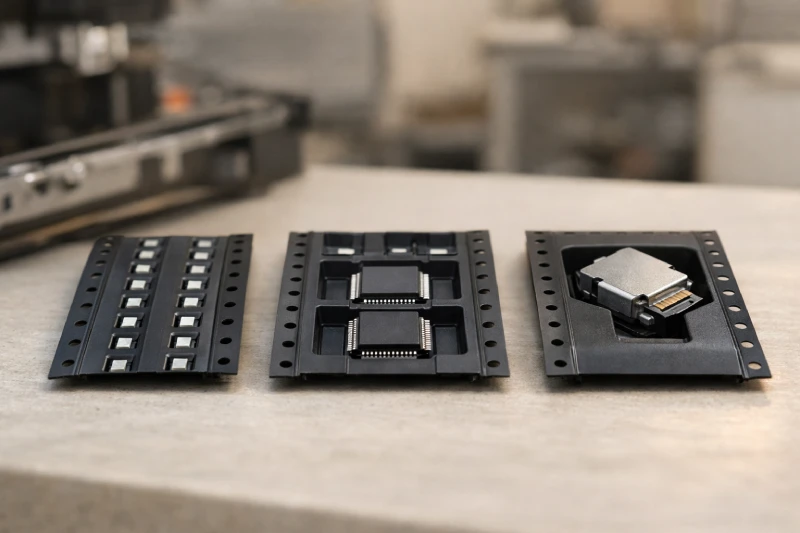
Tous les composants ne réagissent pas de la même manière aux forces mécaniques à l’intérieur d’une alvéole. La géométrie, l’épaisseur, la répartition du poids et l’exposition des pattes influencent le comportement du composant pendant le transport et l’alimentation.
Par exemple, un condensateur céramique symétrique tend à rester stable si le jeu latéral est correctement contrôlé. En revanche, un boîtier QFN avec des pattes exposées et une répartition de masse irrégulière peut subir une légère rotation sous l’effet de l’accélération du feeder.
La conception des alvéoles doit prendre en compte :
- Tolérance d’épaisseur du composant
- Risque de protrusion des pattes
- Centre de gravité
- Mouvement latéral admissible
Une structure trop serrée peut provoquer des contraintes d’insertion ou des interférences lors du pelage. Une structure trop lâche augmente le risque de rotation et de désalignement. Par conséquent, la stratégie d’application doit toujours être guidée par la mécanique du composant — et non uniquement par la largeur de la bande ou la disponibilité standard.
Quelle est la meilleure approche de bande porteuse pour les composants passifs (0402–1206) ?
Les composants passifs tels que les résistances et les condensateurs sont petits, légers et généralement symétriques. Cependant, leur petite taille les rend très sensibles à la précision dimensionnelle des alvéoles.
Pour les composants 0402 et 0603 en particulier, même une variation minimale du jeu latéral peut affecter la précision de prise en alimentation à grande vitesse. Les points clés incluent :
- Tolérance dimensionnelle serrée de l’alvéole
- Contrôle stable de la profondeur de cavité
- Précision de pas constante
- Surface lisse des parois d’alvéole
Dans les environnements à grand volume, les structures thermoformées sont généralement privilégiées en raison de leur cohérence dimensionnelle et de leur répétabilité. Cependant, choisir simplement un format thermoformé ne suffit pas — la géométrie de l’alvéole doit correspondre aux variations d’épaisseur du composant afin d’éviter les rebonds ou les inclinaisons.
Lorsque les composants passifs sont utilisés sur des lignes SMT à grande vitesse, la rigidité des alvéoles et la fluidité d’alimentation deviennent encore plus critiques pour éviter les écarts de placement.
Comment emballer les IC et dispositifs sensibles pour éviter les décharges ESD et la rotation ?
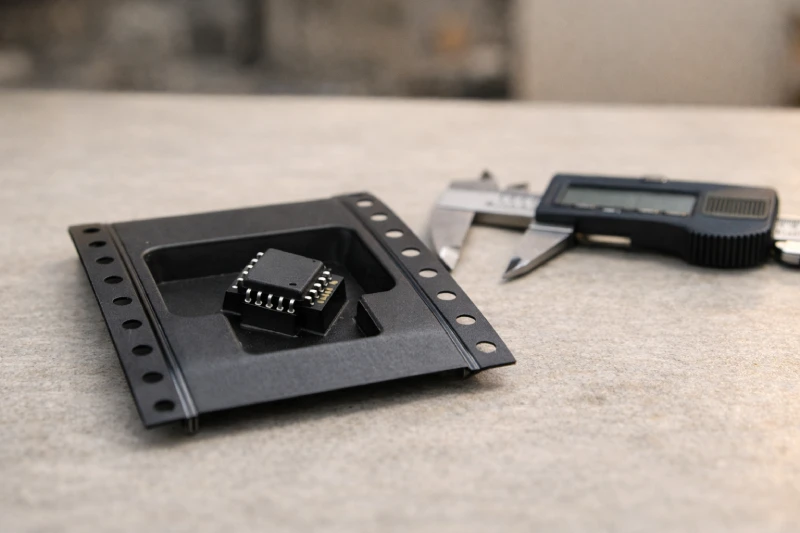
Les IC, boîtiers QFN, BGA et autres dispositifs semi-conducteurs introduisent une complexité supplémentaire au-delà du simple contrôle géométrique.
Tout d’abord, la protection contre les décharges électrostatiques devient essentielle. La stratégie de conditionnement doit prendre en compte la résistivité de surface et les performances de dissipation des charges afin de réduire le risque ESD pendant le transport et la manipulation.
Deuxièmement, ces dispositifs présentent souvent une répartition de masse asymétrique. Lors de l’accélération du feeder, même un léger mouvement latéral peut entraîner un décalage rotationnel. Pour les IC, la profondeur de l’alvéole et la conception des épaulements de support jouent un rôle significatif dans la prévention de l’inclinaison ou du retournement.
D’autres facteurs critiques incluent :
- Force de pelage contrôlée de la bande de couverture
- Support stable du fond d’alvéole
- Propriétés antistatiques adéquates
- Contact minimal avec les pattes exposées
Lorsque des problèmes de rotation ou d’instabilité d’orientation deviennent visibles en production à grande vitesse, l’origine du problème provient souvent d’un support d’alvéole insuffisant plutôt que du calibrage de la machine.
Quand une bande porteuse sur mesure est-elle nécessaire au lieu des largeurs standard ?
Les formats standard 8 mm, 12 mm et 16 mm couvrent de nombreux composants courants. Cependant, tous les produits ne s’adaptent pas correctement aux hypothèses standard des cavités.
Une conception d’alvéole sur mesure devient nécessaire lorsque :
- Géométrie du composant irrégulière
- Longueur des pattes dépassant les limites typiques de la cavité
- Tolérance de hauteur large
- Centre de gravité décalé
- Contrôle d’orientation spécifique requis
S’appuyer sur des structures d’alvéoles standard dans ces cas peut entraîner une instabilité chronique d’alimentation. Même si la production à court terme semble acceptable, des fluctuations de rendement peuvent apparaître au fil du temps.
Les stratégies d’application sur mesure permettent de concevoir le contour, la profondeur et le jeu des alvéoles spécifiquement en fonction du comportement mécanique du composant. Cette approche est particulièrement importante pour les dispositifs nouvellement développés ou les conditionnements semi-conducteurs sensibles.
Comment le poids et la géométrie du composant influencent-ils la conception des alvéoles ?
Le poids du composant influence directement l’inertie générée lors de l’accélération du feeder. Les dispositifs plus lourds génèrent une force dynamique plus élevée contre les parois de l’alvéole, augmentant le risque de déplacement latéral.
De même, les composants longs ou étroits créent un couple lorsqu’ils sont soumis au mouvement. Si le support de l’alvéole n’est pas réparti uniformément, une micro-rotation peut se produire avant la prise.
L’évaluation technique doit prendre en compte :
- Position du centre de gravité
- Rapport longueur/largeur
- Variation d’épaisseur
- Force dynamique sous accélération du feeder
La profondeur de l’alvéole doit équilibrer la stabilité verticale et l’accessibilité pour la prise. Une profondeur trop faible augmente le risque d’éjection ; une profondeur trop importante peut interférer avec l’approche de la buse à vide.
La stratégie d’application la plus efficace tient compte des mouvements dynamiques et pas seulement de l’ajustement statique. Une simulation mécanique ou une validation réelle en alimentation révèle souvent des instabilités que le seul contrôle dimensionnel ne permet pas de détecter.
Quelle stratégie de conditionnement est la plus adaptée aux lignes SMT à grande vitesse ?
Les lignes SMT à grande vitesse introduisent des conditions de contrainte supplémentaires. L’accélération, les vibrations et la dynamique de pelage amplifient même de légères incohérences structurelles.
À des vitesses supérieures à 30 000 CPH, l’empilement des tolérances devient visible. De légères variations de pas, une rigidité d’alvéole incohérente ou une rigidité matière inégale peuvent provoquer des écarts cumulés d’alimentation.
Pour optimiser les performances dans des environnements à grande vitesse, il convient de considérer :
- Rigidité du matériau et stabilité dimensionnelle
- Précision constante du pas d’alvéole
- Force de pelage contrôlée de la bande de recouvrement
- Interaction fluide avec le rail d’alimentation
Une structure qui fonctionne de manière acceptable en production à vitesse moyenne peut échouer lorsque la vitesse de ligne augmente. Par conséquent, l’évaluation du conditionnement doit toujours correspondre à l’environnement de vitesse SMT prévu.
La stratégie d’application de bande porteuse doit être alignée sur l’intensité de production — et non uniquement sur la taille du composant.
Comment évaluer si votre bande porteuse actuelle entraîne des pertes de rendement ?
Lorsque des problèmes de rendement apparaissent, de nombreuses équipes inspectent d’abord le calibrage des feeders ou l’alignement de la tête de placement. Cependant, l’instabilité du conditionnement reste souvent négligée.
Les signes d’alerte indiquant un problème de stratégie d’application de bande porteuse incluent :
- Rotation répétée des composants
- Angle de prise irrégulier
- Absence occasionnelle de prise sans alarme du feeder
- Rebond du composant pendant l’alimentation
- Fluctuation du rendement liée à des bobines spécifiques
Si l’instabilité survient uniquement à des vitesses plus élevées mais disparaît lors de tests à vitesse réduite, le comportement dynamique de l’alvéole est probablement en cause.
Une approche d’évaluation structurée comprend :
- Inspection du jeu d’alvéole
- Vérification de la profondeur d’assise du composant
- Mesure de la constance de pelage de la bande de recouvrement
- Observation du mouvement d’alimentation par analyse vidéo haute vitesse
Si une inadéquation structurelle est identifiée, l’ajustement de la stratégie de bande porteuse apporte souvent une amélioration plus stable à long terme qu’un simple recalibrage de la machine.
Conclusion
Sélectionner la meilleure stratégie d’application de bande porteuse ne consiste pas à choisir une catégorie — il s’agit de comprendre la mécanique du composant et les conditions de production.
Les composants passifs, les IC et les géométries sur mesure nécessitent chacun des considérations structurelles différentes. Les lignes SMT à grande vitesse augmentent encore la sensibilité aux tolérances, faisant de la conception du conditionnement un facteur actif du rendement.
En évaluant la géométrie du composant, la répartition du poids, la sensibilité ESD et la vitesse de production, les ingénieurs peuvent déterminer si des structures standard sont suffisantes ou si une approche personnalisée est nécessaire.
Une stratégie d’application de bande porteuse correctement alignée garantit une alimentation stable, une précision de placement constante et une fiabilité de fabrication à long terme.