Introducción
En la producción SMT moderna, el embalaje de componentes no es simplemente una cuestión logística; afecta directamente a la estabilidad de alimentación, la precisión de colocación y el rendimiento global de producción. Mientras que muchos ingenieros se centran en la calibración del feeder o en los parámetros de pick-and-place, la causa raíz de errores repetidos de recogida, rotación o desviación de colocación suele residir en la propia estrategia de aplicación del Carrier Tape.
Los distintos componentes electrónicos se comportan de manera diferente bajo vibración, aceleración y fuerzas de despegado del Cover Tape. Una solución que funciona bien para componentes pasivos puede no ser adecuada para ICs, y una estructura optimizada para ensamblaje a baja velocidad puede fallar en condiciones SMT de alta velocidad.
Esta guía explica cómo determinar la estrategia de aplicación de Carrier Tape más adecuada en función del tipo de componente, geometría, sensibilidad y velocidad de producción, de modo que el embalaje respalde el rendimiento de fabricación en lugar de limitarlo.
¿Por qué los diferentes componentes requieren distintas estructuras de Carrier Tape?
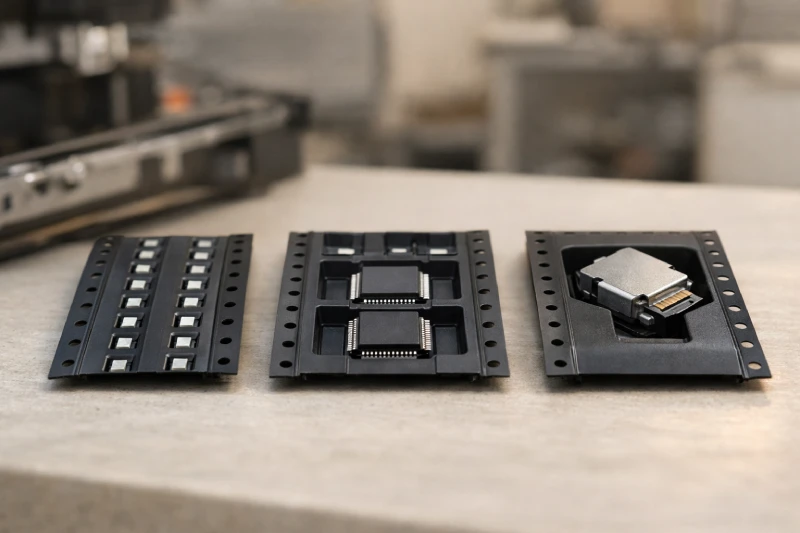
No todos los componentes responden de la misma manera a las fuerzas mecánicas dentro de un alveolo. La geometría, el espesor, la distribución del peso y la exposición de terminales influyen en el comportamiento del componente durante el transporte y la alimentación.
Por ejemplo, un condensador cerámico simétrico tiende a permanecer estable si la holgura lateral está correctamente controlada. En cambio, un encapsulado QFN con terminales expuestos y distribución de peso desigual puede experimentar una rotación sutil cuando se somete a la aceleración del feeder.
El diseño del alveolo debe tener en cuenta:
- Tolerancia de espesor del componente
- Riesgo de protrusión de terminales
- Centro de gravedad
- Movimiento lateral permitido
Una estructura demasiado ajustada puede provocar tensiones durante la inserción o interferencias en el despegado. Una estructura demasiado holgada aumenta el riesgo de rotación y desalineación. Por lo tanto, la estrategia de aplicación debe estar siempre determinada por la mecánica del componente, no solo por el ancho de la cinta o la disponibilidad estándar.
¿Cuál es el mejor enfoque de Carrier Tape para componentes pasivos (0402–1206)?
Los componentes pasivos como resistencias y condensadores son pequeños, ligeros y normalmente simétricos. Sin embargo, su tamaño reducido los hace altamente sensibles a la precisión dimensional del alveolo.
Especialmente en componentes 0402 y 0603, incluso una variación mínima en la holgura lateral puede afectar a la precisión de recogida en alimentación de alta velocidad. Las consideraciones clave incluyen:
- Tolerancia dimensional ajustada del alveolo
- Control estable de la profundidad de la cavidad
- Precisión de paso constante
- Superficie lisa de la pared del alveolo
En entornos de alto volumen, las estructuras termoformadas suelen preferirse por su consistencia dimensional y repetibilidad. Sin embargo, simplemente elegir un formato termoformado no es suficiente: la geometría del alveolo debe ajustarse a la variación de espesor del componente para evitar rebotes o inclinaciones.
Cuando los componentes pasivos se utilizan en líneas SMT de alta velocidad, la rigidez del alveolo y la suavidad de alimentación se vuelven aún más críticas para evitar desviaciones de colocación.
¿Cómo deben embalarse los ICs y dispositivos sensibles para prevenir ESD y rotación?
Los ICs, encapsulados QFN, BGAs y otros dispositivos semiconductores introducen una complejidad adicional más allá del simple control geométrico.
En primer lugar, la protección contra descargas electrostáticas es esencial. La estrategia de embalaje debe considerar la resistividad superficial y el rendimiento de disipación de carga para reducir el riesgo de ESD durante el transporte y la manipulación.
En segundo lugar, estos dispositivos suelen tener una distribución de masa asimétrica. Cuando se produce la aceleración del feeder, incluso un ligero movimiento lateral puede provocar un desplazamiento rotacional. En los ICs, la profundidad del alveolo y el diseño del soporte de hombro desempeñan un papel importante para evitar inclinaciones o volteos.
Otros factores críticos incluyen:
- Fuerza de despegado del Cover Tape controlada
- Soporte estable en el fondo del alveolo
- Propiedades antiestáticas adecuadas
- Contacto mínimo con terminales expuestos
Cuando la rotación o la inestabilidad de orientación se hacen visibles en producción de alta velocidad, el problema suele originarse en un soporte insuficiente del alveolo más que en la calibración de la máquina.
¿Cuándo es necesario un Carrier Tape personalizado en lugar de anchos estándar?
Los formatos estándar de 8 mm, 12 mm y 16 mm cubren muchos componentes comunes. Sin embargo, no todos los productos encajan cómodamente dentro de las suposiciones estándar de cavidad.
El diseño de alveolo personalizado se vuelve necesario cuando:
- La geometría del componente es irregular
- La longitud de los terminales supera los límites típicos de la cavidad
- La tolerancia de altura es amplia
- El centro de gravedad está desplazado
- Se requiere control especial de orientación
Confiar en estructuras de alveolo estándar en estos casos puede dar lugar a una inestabilidad crónica de alimentación. Incluso si la producción a corto plazo parece aceptable, pueden producirse fluctuaciones de rendimiento con el tiempo.
Las estrategias de aplicación personalizadas permiten diseñar específicamente el contorno, la profundidad y la holgura del alveolo en función del comportamiento mecánico del componente. Este enfoque es especialmente importante para dispositivos de nuevo desarrollo o encapsulados semiconductores sensibles.
¿Cómo afectan el peso y la geometría del componente al diseño del alveolo?
El peso del componente influye directamente en la inercia generada durante la aceleración del feeder. Los dispositivos más pesados generan una mayor fuerza dinámica contra las paredes del alveolo, aumentando el riesgo de desplazamiento lateral.
De manera similar, los componentes largos o estrechos generan par cuando se someten a movimiento. Si el soporte del alveolo no está distribuido uniformemente, puede producirse una micro-rotación antes de la recogida.
La evaluación de ingeniería debe considerar:
- Posición del centro de gravedad
- Relación longitud-anchura
- Variación de espesor
- Fuerza dinámica bajo aceleración del alimentador
La profundidad del alveolo debe equilibrar la estabilidad vertical con el acceso de recogida. Demasiado superficial aumenta el riesgo de salida; demasiado profundo puede interferir con la aproximación de la boquilla de vacío.
La estrategia de aplicación más eficaz tiene en cuenta el movimiento dinámico, no solo el ajuste estático. La simulación mecánica o la validación real de alimentación suelen revelar inestabilidades que la inspección dimensional por sí sola no puede detectar.
¿Qué estrategia de embalaje funciona mejor para líneas SMT de alta velocidad?
Las líneas SMT de alta velocidad introducen condiciones de esfuerzo adicionales. La aceleración, la vibración y la dinámica de despegado amplifican incluso pequeñas inconsistencias estructurales.
A velocidades superiores a 30.000 CPH, la acumulación de tolerancias se hace visible. Una ligera variación de paso, una rigidez inconsistente del alveolo o una rigidez desigual del material pueden causar desviaciones acumulativas en la alimentación.
Para optimizar el rendimiento en entornos de alta velocidad, considere:
- Rigidez del material y estabilidad dimensional
- Precisión constante del paso de cavidad
- Fuerza de despegado de la cinta de cubierta controlada
- Interacción suave con la guía de alimentación
Una estructura que funciona adecuadamente en producción de velocidad media puede fallar cuando aumenta la velocidad de línea. Por lo tanto, la evaluación del embalaje debe corresponder siempre al entorno de velocidad SMT previsto.
La estrategia de aplicación del Carrier Tape debe alinearse con la intensidad de producción, no solo con el tamaño del componente.
¿Cómo evaluar si su Carrier Tape actual está causando pérdida de rendimiento?
Cuando aparecen problemas de rendimiento, muchos equipos inspeccionan primero la calibración del feeder o la alineación del cabezal de colocación. Sin embargo, la inestabilidad del embalaje suele pasar desapercibida.
Las señales de advertencia que indican un problema en la aplicación del Carrier Tape incluyen:
- Rotación repetida del componente
- Ángulo de recogida inconsistente
- Fallo ocasional de recogida sin alarma del alimentador
- Rebote del componente durante la alimentación
- Fluctuación del rendimiento asociada a bobinas específicas
Si la inestabilidad se produce solo a velocidades más altas pero desaparece durante pruebas a baja velocidad, es probable que el comportamiento dinámico del alveolo esté contribuyendo.
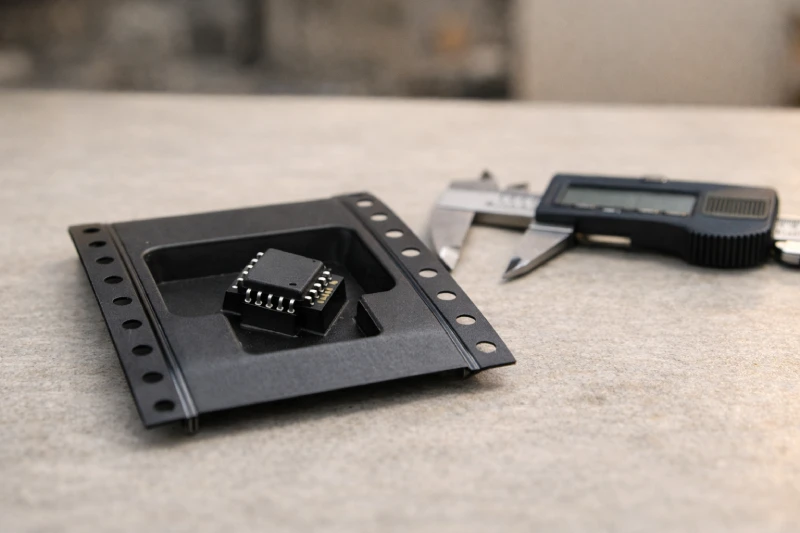
Un enfoque de evaluación estructurado incluye:
- Inspección de la holgura de la cavidad
- Revisión de la profundidad de asiento del componente
- Medición de la consistencia del despegado de la cinta de cubierta
- Observación del movimiento de alimentación mediante análisis con cámara de alta velocidad
Si se identifica una incompatibilidad estructural, ajustar la estrategia de Carrier Tape suele proporcionar una mejora más estable a largo plazo que la recalibración de la máquina por sí sola.
Conclusión
Seleccionar la mejor estrategia de aplicación de Carrier Tape no consiste en elegir una categoría, sino en comprender la mecánica del componente y las condiciones de producción.
Los componentes pasivos, los ICs y las geometrías personalizadas requieren consideraciones estructurales diferentes. Las líneas SMT de alta velocidad aumentan aún más la sensibilidad a las tolerancias, haciendo que el diseño del embalaje contribuya activamente al rendimiento de producción.
Al evaluar la geometría del componente, la distribución del peso, la sensibilidad a ESD y la velocidad de producción, los ingenieros pueden determinar si las estructuras estándar son suficientes o si es necesario un enfoque a medida.
Una aplicación de Carrier Tape correctamente alineada favorece una alimentación estable, una precisión de colocación constante y una fiabilidad de fabricación a largo plazo.